1. การขึ้นรูปแบบร้อน (Hot Working) หมายถึง ขบวนการที่ทำให้โลหะหรือวัสดุได้รับแรงในทางกล (Mechanical Working) ที่อุณหภูมิสูงทำให้เกิดผลึกใหม่ (Recrystallization)แต่จะต่ำหรือน้อยกว่าอุณหภูมิในการทำให้เกิดการหลอม (Melting Point) ของโลหะหรือวัสดุนั้นๆ เช่น การตีเหล็ก (Forging) การรีดแบบร้อน (Hot Rolling) เป็นต้น
ขบวนการขึ้นรูปแบบร้อน ประกอบไปด้วย
* การตีขึ้นรูป (Forging)
* การรีดร้อน (Hot Rolling)
* การดึงและกดขึ้นรูป (Drawing & Cupping)
* การเชื่อมต่อท่อ (Pipe Welding)
* การแทงขึ้นรูป (Piercing)
* การเคลื่อนไหลขึ้นรูป (Extruding)
* การหมุนขึ้นรูป (Spinning)
ข้อดีของขบวนการขึ้นรูปแบบร้อน
* สารมลทิน (Impurity) จะแตกตัวกระจัดกระจาย
* กำจัดรูพรุน (Porosity) ได้ดียิ่งขึ้น
* ปรับปรุงคุณสมบัติทางกล อาทิเช่น Strength Formability Rigidity Toughness และ Durability
* เกรนที่ยาว (Elongated Grain), เกรนที่หยาบ (Course Grain) จะมีความละเอียดของเกรนมากขึ้น
ข้อเสียของขบวนการขึ้นรูปแบบร้อน
* เกิดออกไซด์ที่บริเวณผิวชิ้นงาน
* เกิดสะเก็ดกับผิวชิ้นงานจนทำให้ได้ผิวออกมาไม่สวย
* ไม่สามารถควบคุมขนาดของชิ้นงานได้ สาเหตุอันเนื่องมาจากการขยายตัวและการหดตัวของโลหะเมื่อได้รับความร้อน
2. การขึ้นรูปแบบเย็น (Cold Working) หมายถึง ขบวนการรีดขึ้นรูปเพื่อให้วัสดุหรือโลหะเกิดการเปลี่ยน แปลง รูปร่างชนิดถาวรในที่อุณหภูมิต่ำโดยไม่ทำให้เกิดผลึกใหม่ขึ้น
ขบวนการขึ้นรูปแบบเย็น จะประกอบไปด้วย
* การดัดงอ (Bending)
* การรีดเย็น (Cold Rolling)
* การอัดรีด (Extruding)
* การบิดงอ (Squeezing)
* การรีดขึ้นรูป (Shear Spinning)
* การตัดยึด (Stretching)
* การงอตรง (Straight Bending)
* การตีขึ้นรูป (Shot Peening)
* การขึ้นรูปพิมพ์ลึก (Deep Drawing)
* การกระแทกขึ้นรูป (Forging)
* การแทงขึ้นรูป (Hobbing)
ข้อดีของขบวนการขึ้นรูปแบบเย็น
* ใช้อุณหภูมิน้อยในการขึ้นรูป (ประมาณ 20-25°C)
* มีความสวยที่ผิว เรียบ สะอาด และเงางามของชิ้นงาน
* ชิ้นงานที่ได้มีขนาดที่เที่ยงตรง และแน่นอนดีมาก
* ได้ความแข็งแรง และแข็งมากขึ้นกว่าเดิม
ข้อเสียของขบวนการขึ้นรูปแบบเย็น
* เกิดความเค้น (Stress)
* เกิดความเครียด (Strain)
* เกรนของโลหะเกิดการแตกหักได้ง่าย
* ต้องลงทุนมากในการติดตั้งเครื่องจักรขนาดใหญ่
การขึ้นรูปภายใต้สภาวะการอัด(Forming under Compressive Conditions)
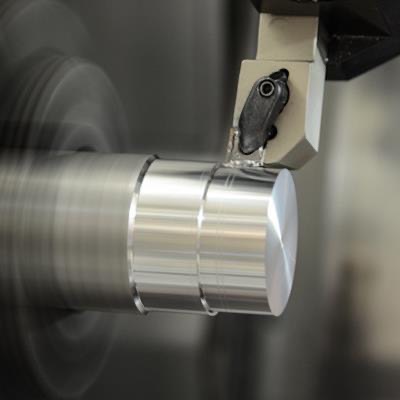
1. การรีด (Rolling) เป็นกรรมวิธีการลดความหนาของชิ้นงาน หรือการเปลี่ยนแปลง พื้นที่หน้าตัดของชิ้นงาน ดังแสดงในรูปที่ 1.9 ซึ่งการรีดขึ้นรูปสามารถแบ่งออกเป็นการรีดเย็น (Cold Rolling) และการรีดร้อน (Hot Rolling) สำหรับการรีดเย็นกระทำที่อณุหภูมิห้องเป็นกรรมวิธีการขึ้นรูปผลิตภัณฑ์กึ่งสำเร็จรูป (Semi – Finished Products) เช่น โลหะแผ่น เกียร์ และเกลียว เป็นต้น ส่วนการรีดร้อน เป็นการให้ความร้อนแก่วัสดุและแม่พิมพ์ ทำให้สามารถลดแรงในการรีด (Rolling Force) และปราศจากความเค้นตกค้างภายในวัสดุ ลักษณะชิ้นงาน เช่น โลหะแผ่น ท่อ และลวด เป็นต้น
2. การขึ้นรูปแบบแม่พิมพ์เปิด (Open Die Forming) เป็นกรรมวิธีการขึ้นรูป โดย การใช้แรงอัดของแม่พิมพ์ซึ่งเปิดอิสระอัดลงบนชิ้นงานโดยตรง ให้เกิดการเปลี่ยนแปลงรูปร่าง อย่างอิสระด้านข้าง ส่วนด้านบนและด้านล่าง รูปร่างจะเป็นไปตามรูปร่างของแม่พิมพ์
3. การขึ้นรูปแบบแม่พิมพ์ปิด (Closed Die Forming) เป็นกรรมวิธีการอัดขึ้นรูป โดยการวางชิ้นงานในแม่พิมพ์ จากนั้นอัดแม่พิมพ์ประกบกัน ชิ้นงานเกิดการเปลี่ยนรูปร่างตาม รูปร่างภายในของแม่พิมพ์
4. การปั๊มนูนขึ้นรูป (Coining) เป็นกรรมวิธีการอัดขึ้นรูปชิ้นงานให้มีลักษณะผิว ชิ้นงานนูนข้ึนมา มีใช้ในกรรมวิธีการผลิตเหรียญตราเป็นส่วนใหญ่
5. การรีดขึ้นรูป (Extrusion Forming) เป็นกรรมวิธีการอัดขึ้นรูปโดยการลดพื้นท่ี หน้าตัด หรือ ลดขนาดชิ้นงานลง กระทำโดยการบรรจุแท่ง ชิ้นงาน (Billet) ภายในแม่พิมพ์ จากนั้นอัดช้ินงานให้ไหลออกผ่านปากแม่พิมพ์
การขึ้นรูปภายใต้สภาวะการดึงและการอัด(Forming Under Condition of Tensile and Compressive)
1. การลากขึ้นรูป (Strip Drawing) เป็นกรรมวิธีการขึ้นรูปช้ินงานผ่านแม่พิมพ์ปิดที่ ติดตั้งในทิศทางการข้ึนรูป ตัวแม่พิมพ์ทำหน้าท่ีลดขนาดความหนาของชิ้นงาน การขึ้นรูปชนิดนี้ สามารถขึ้นรูปได้ทั้งช้ินงานรูปทรงตันและรูปทรงกลวง เช่น การข้ึนรูปกระป๋องน้ำอัดลม เป็นต้น
2. การลากขึ้นรูปถ้วย (Deep Drawing) การขึ้นรูปภายใต้สภาวะแรงดึงและแรงอัด เริ่มต้นจากพันช์ (Punch) ทำการลากแผ่นชิ้นงานเข้าสู่ดาย (Die) โดยแผ่นชิ้นงานมีการ เปลี่ยนแปลงขนาดความหนาเพียงเล็กน้อยหลังจากการลากขึ้นรูป
การลากขึ้นรูปถ้วยสามารถแบ่งออกได้หลายกรรมวิธีการผลิตเช่นการลากขึ้นรูปถ้วยครั้งเดียว (Single – Draw Deep Drawing) เหมาะสำหรับชิ้นงานขนาดเส้นผ่านศูนย์กลางขนาดเล็ก และมีความลึกน้อยๆ
สำหรับกรรมวิธีการลากขึ้นรูปถ้วยแบบพิเศษเรียกว่า Hydromechanical Deep Drawing เป็นกรรมวิธีการลากขึ้นรูปถ้วย โดยการใช้ต้วกลางในการขึ้นรูป เช่น ทราย (Sand), ลูกบอลเหล็ก (Steel Ball), ของเหลว (Oil, Water) และก๊าซ (Gases) ตัวกลางเหล่านี้จะถูกบรรจุในแม่พิมพ์ หลักการขึ้นรูปโดยการใช้ความดันอัดเข้าไปในแม่พิมพ์ ในขณะเดียวกันพั้นช์เคลื่อนเข้าแม่พิมพ์ แรงดันภายในทำให้ตัวกลางอัดชิ้นงานเข้ากับแม่พิมพ์
3. การขึ้นรูปแบบริมขอบ (Flanging) เป็นกรรมวิธีการขึ้นรูปโดยการผสมผสาน ระหว่างแรงอัดและแรงดึง โดยพั้นช์กับดายมีขนาดใกล้เคียงกัน จุดประสงค์ของงานชนิดนี้คือต้องการขยายรูชิ้นงานภายในให้โค้งมน ลักษณะงานที่เห็นเด่นชัดได้แก่ แหวนรองเกลียว ที่ใช้ใ้นงานประกอบชิ้นส่วนต่างๆ
4. การขึ้นรูปแบบการหมุนรีดขึ้นรูป (Spinning) เป็นกรรมวิธีการขึ้นรูปโลหะแผ่น โดยการรีดชิ้นงานด้วยลูกกลิ้ง (Spinning Roller) ไปตามแกนหมุน (Spinning Mandrel)
5. การขึ้นรูปแบบพับย่น (Wrinkle Bulging) เป็นกรรมวิธีการข้ึนรูปชิ้นงานเพื่อต้องการขนาดรูปทรงเฉพาะแห่งบนชิ้นงาน เช่น ต้องการรอยโป่งหรือรอยย่นบริเวณขอบชิ้นงาน เป็นต้น
การขึ้นรูปภายใต้สภาวะการดึง(Forming under Tensile Conditions)
1. การขยายตัวโดยการดึง ยึด (Extending by Stretching) เป็นกรรมวิธีการขึ้นรูป โดยการใช้แรงดึง กระทำตามแนวแกนของชิ้นงาน เป็นการเพิ่มขนาดชิ้นงานตามทิศทางการขึ้นรูป
2. การดึง ยึด ขึ้นรูป (Stretch Forming) เป็นกรรมวิธีการขึ้นรูป โดย การยึดขอบชิ้นงาน ทั้งสองด้าน จากนั้นพั้นช์ก็จะทำการขึ้นรูปชิ้นงาน ทำให้เกิดการดึง ยึด ชิ้นงานไปตามแนวแรงกระทำของพั้นช์ ชิ้นงานที่จะได้มีความหนาลดลง แตกต่างกับกรรมวิธีการลากขึ้นรูปถ้วย ซึ่งมีความหนา ไม่แตกต่างกัน
การขึ้นรูปภายใต้สภาวะการดัด
(Forming under Bending Conditions)
1. การดัดขึ้นรูปโดยแม่พิมพ์เคลื่อนที่แนวเส้นตรง (Bending with A Linear Die Movement)
พั้นช์เคลื่อนที่ในแนวเส้นตรง กระทำต่อชิ้น งาน ซึ่งวางอยู่บนแม่พิมพ์
2. การดัด ขึ้นรูปโดยแม่พิมพ์เคลื่อนที่หมุน (Bending with Rotary Die Move– ment)
การดัดแบบนี้มีหลายประเภท เช่น การดัดรีด (Roll Bending) การดัดแบบหมุนรอบ (Swivel) และการดัดแบบวงกลม (Circular) ลักษณะชิ้นงาน เช่น ลวด โลหะแผ่น ก้านสูบ และท่อ
การขึ้นรูปภายใต้สภาวะการเฉือน (Forming under Shear Conditions)
1. การเฉือนโดยการเคลื่อนที่ (Displacement) การเฉือนเกิดข้ึนจากพื้นที่หน้าตัด ของชิ้นงานเกิดการเคลื่อนตัว ซึ่งเกิดจากการกระทำของแม่พิมพ์
2. การเฉือนโดยการบิด (Twisting) การเฉือนเกิด ขึ้นจากพื้นที่หน้าตัดของผิวชิ้นงาน เกิดการบิด (โมเมนต์)